8 Amazing Children’s Book Illustrators Whose Work We Admire
In the enchanting world of children’s literature, stories come alive not just through whimsical words but also through the vibrant illustrations that dance across the pages. These illustrations have the power to transport young readers to far-off lands, introduce them to fantastical creatures, and ignite their imaginations.
The best children’s book illustrators weave magic with their art, turning simple stories into timeless treasures. As we embark on this journey through ink and color, we’ve handpicked a list of 8 children’s book illustrators who, with their boundless creativity and passion, have left an indelible mark on the hearts of countless young readers.
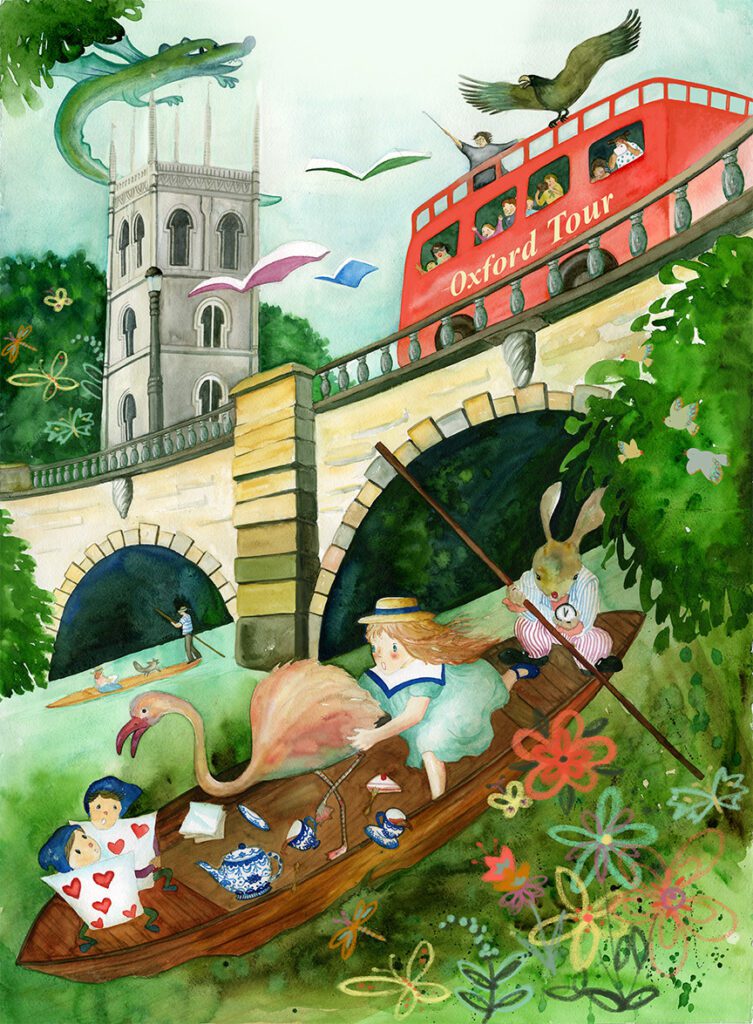
1. Basia Tran
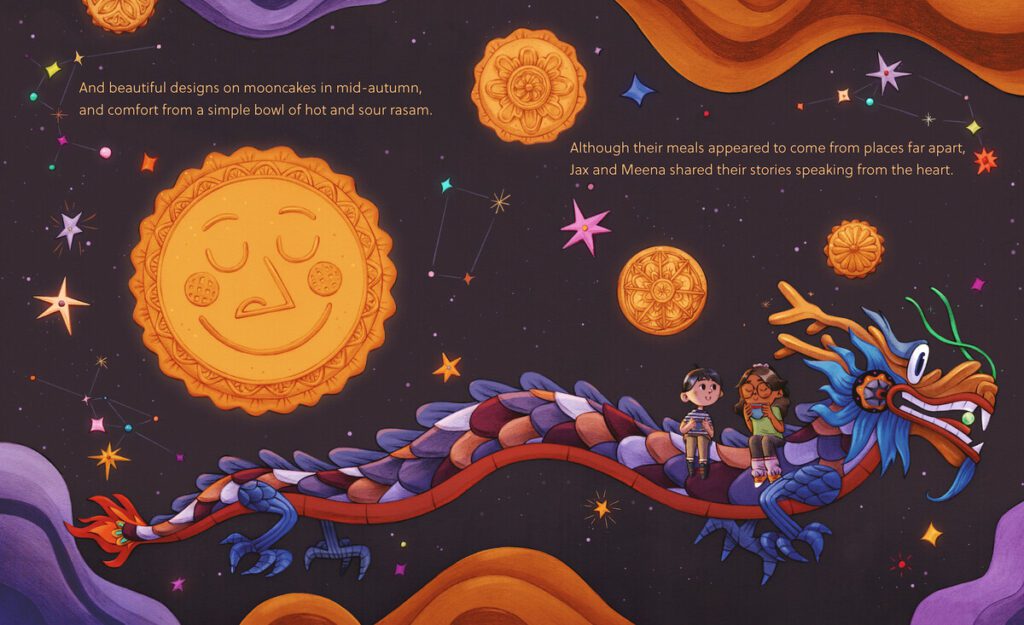
Basia Tran is a gifted book cover designer and professional illustrator with a specialization in children’s books, middle grade, and the fantasy genre. Based in Jersey City, NJ, she is known as Ngoc Diep Barbara but goes by the Polish short, Basia. With a rich blend of Polish and Vietnamese heritage, Basia’s illustrations are a testament to her diverse background. She has been recognized with awards from the Ringling College of Art and Design and has a BFA in Illustration. Her illustrious work experience includes collaborations with notable clients such as Kar-Ben Publishing, Gloo Books, Capstone Publishing, and Ben & Jerry. Whether it’s full-spread illustrations, visual development, or mood paintings, Basia’s emphasis on lighting, color, and intricate details make her a standout choice for anyone seeking captivating children’s book illustrations.
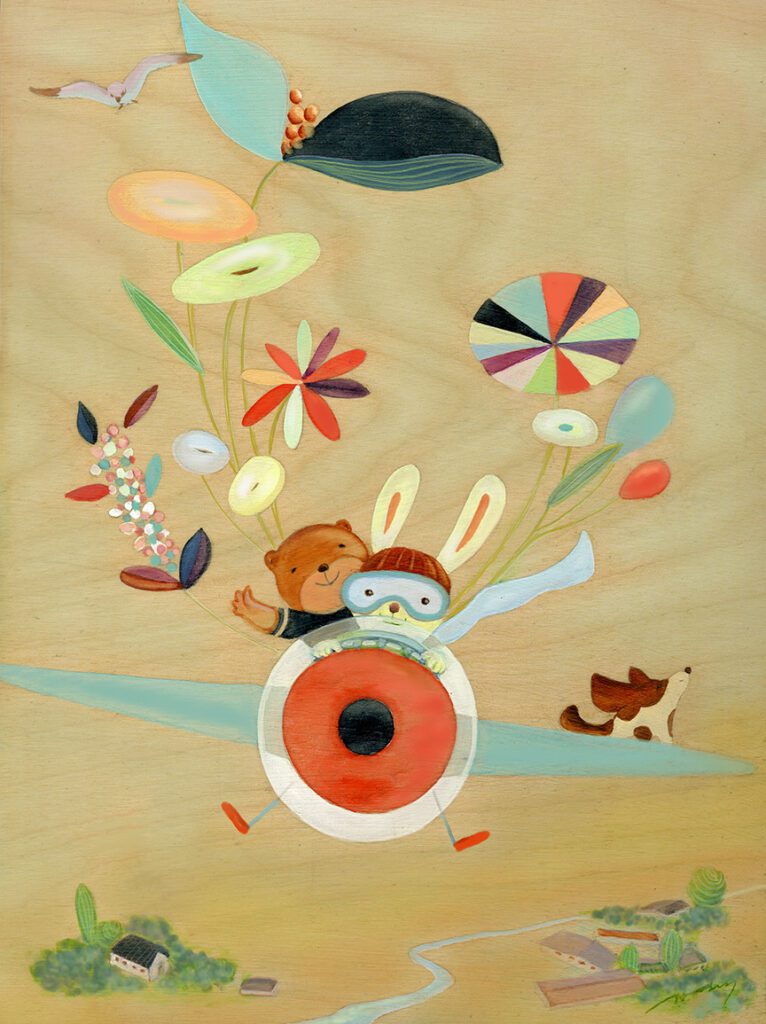
2. Nathalie Kranich
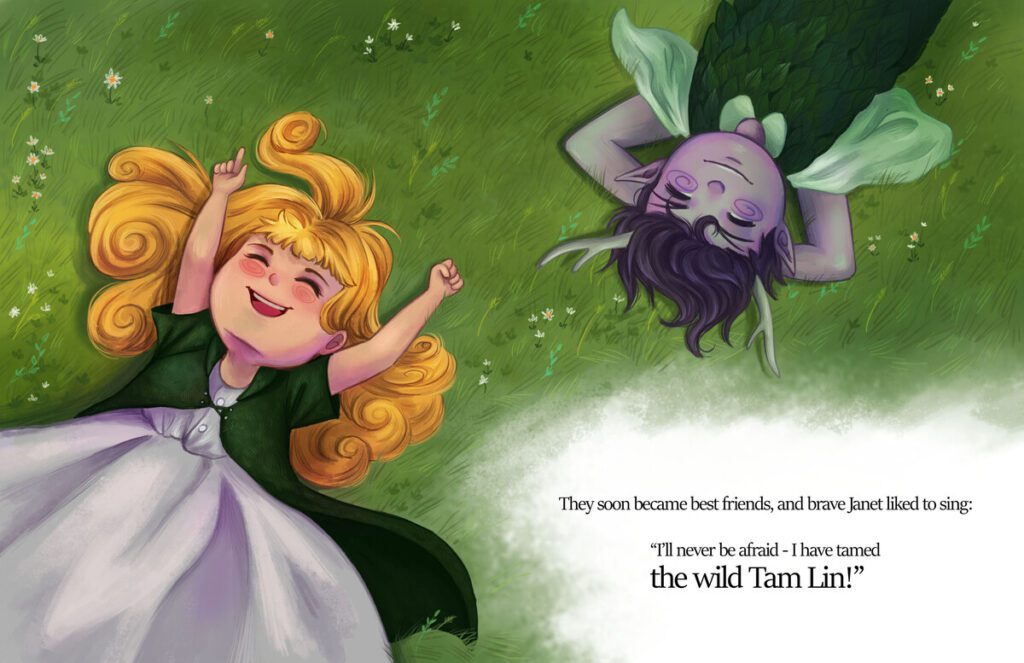
Nathalie Kranich is a UK-based, German-born children’s book illustrator who specializes in bringing fantastical stories to life with her vivid, highly rendered style. With a background in the mobile-games industry, Nathalie has honed her craft to deliver both captivating covers and interior illustrations. Her work is characterized by bright, vibrant colors that engage young readers instantly. Nathalie has illustrated for major German publishing company Loewe and has completed several projects for self-publishing authors. She prides herself on excellent communication and transparency, making her not just an illustrator, but a collaborative partner in your storytelling journey.

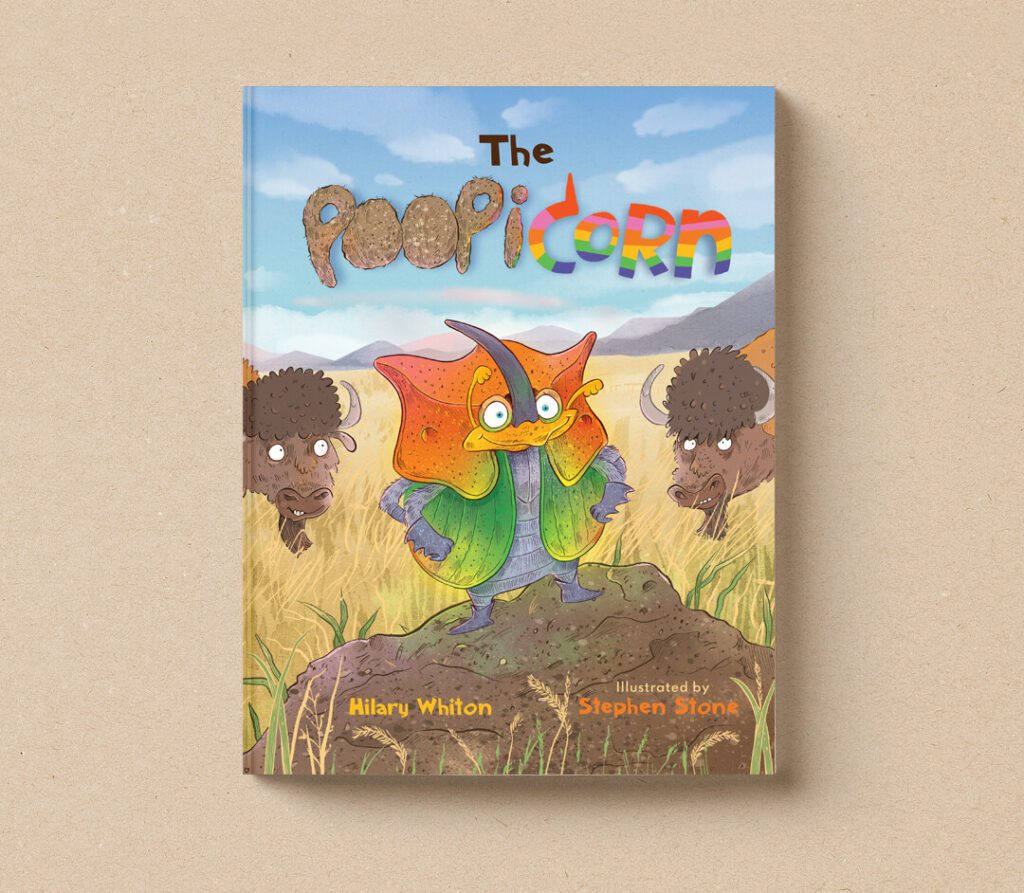
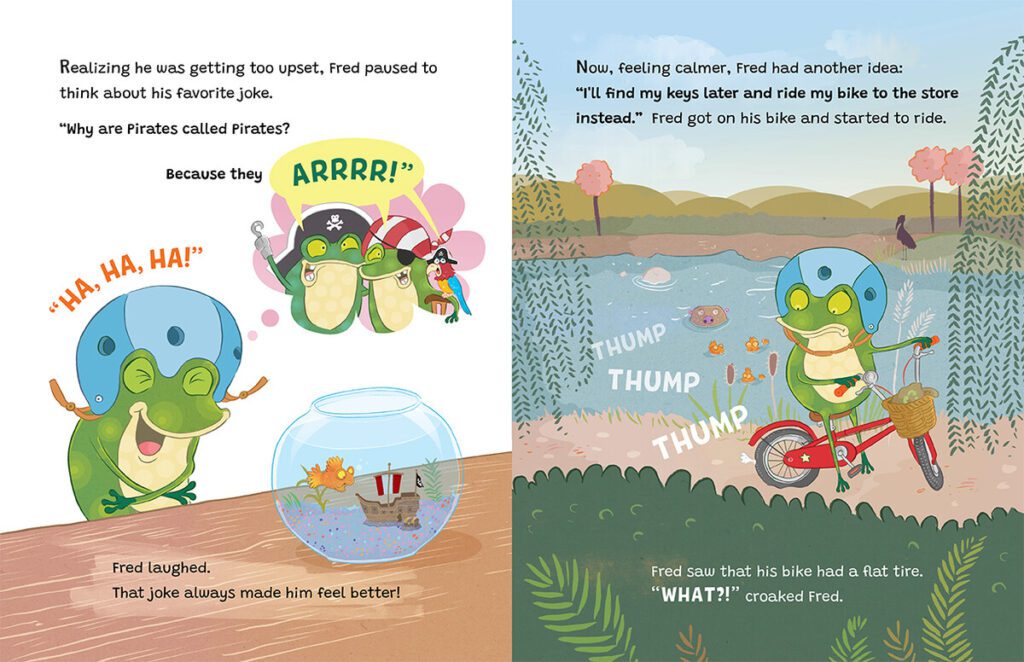
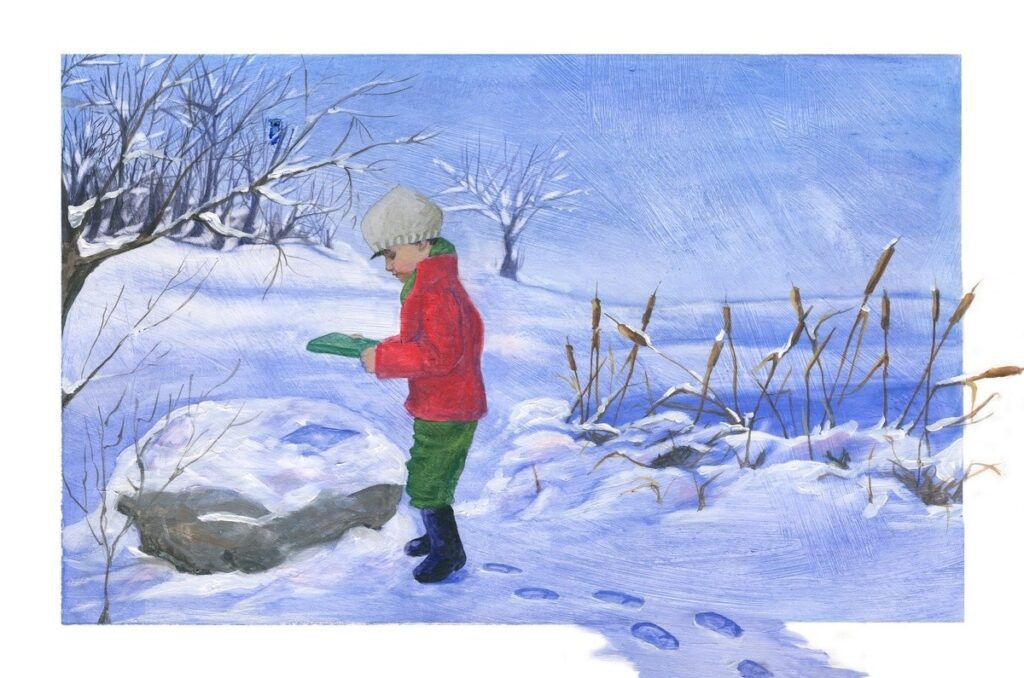
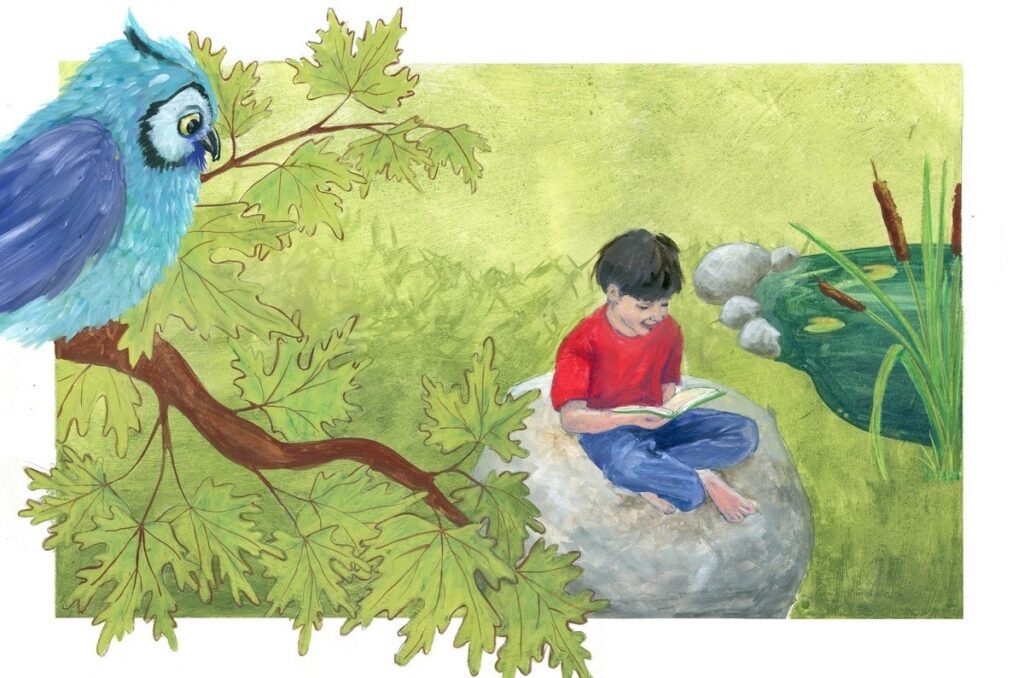
3. Stephen Stone
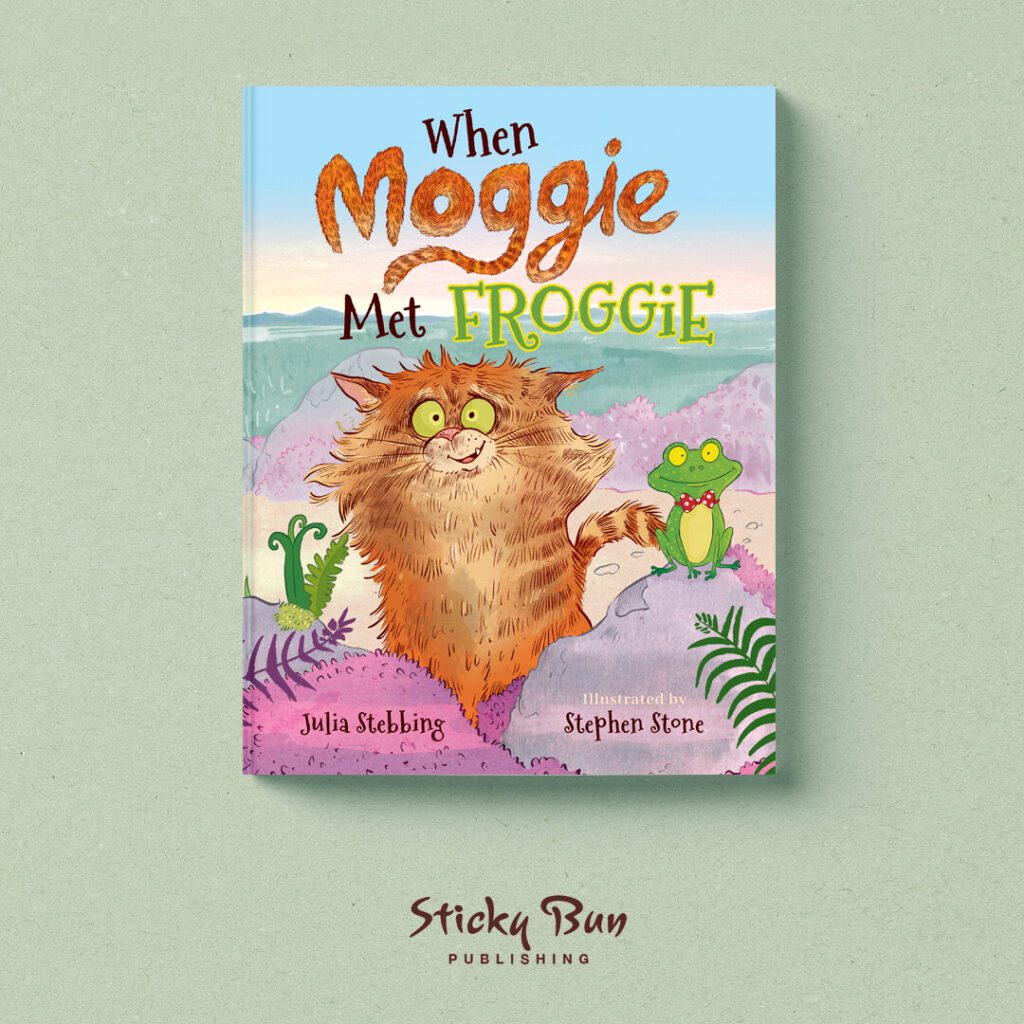
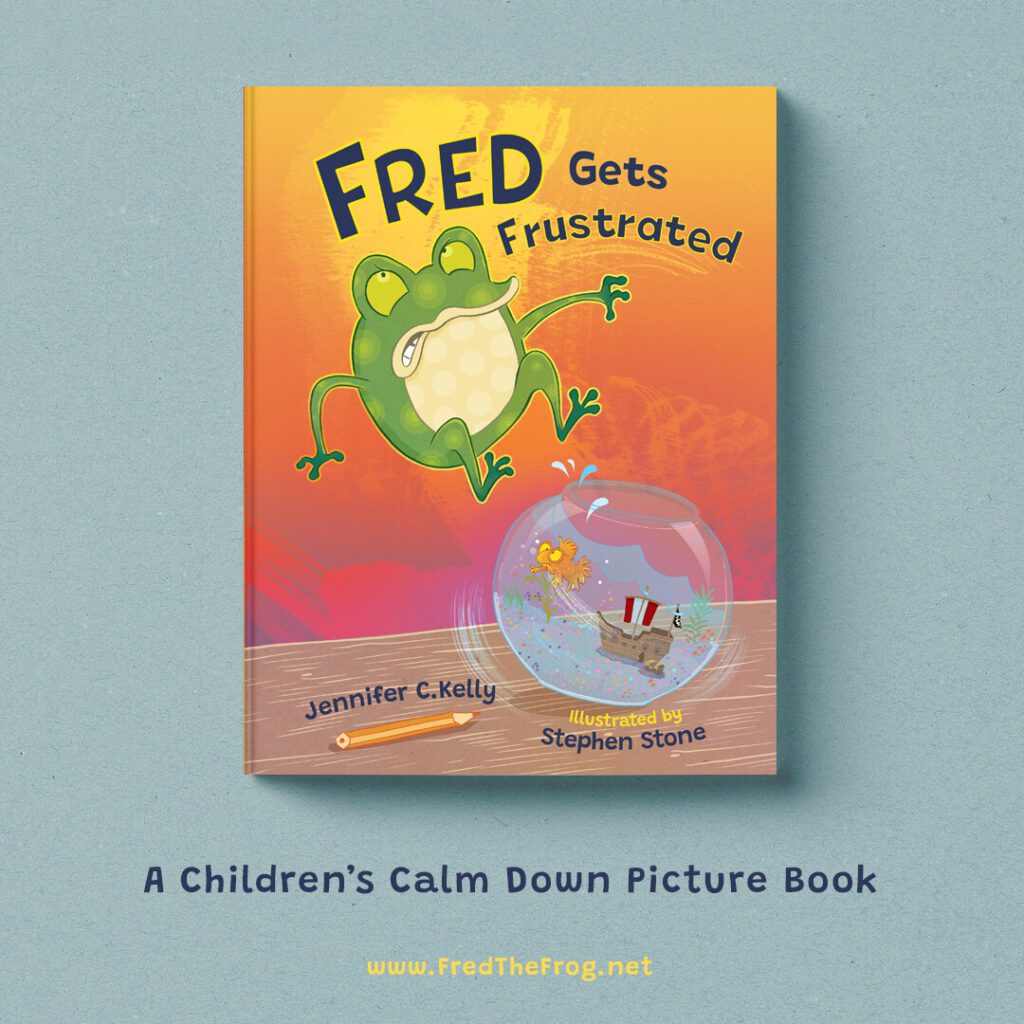
Stephen Stone is a UK-based illustrator specializing in character-driven stories filled with humor and whimsy. With a unique background in fashion design and visual communication, he brings a multifaceted approach to his work. Stephen’s illustrations combine hand-drawn line work with digital coloring, capturing the essence of an author’s words in a visually compelling way. Whether tackling emotive tales or stories rich in humor, his characters add an extra layer of depth and engagement. His keen eye for color and design ensures that each illustration is not only visually stunning but also emotionally resonant.
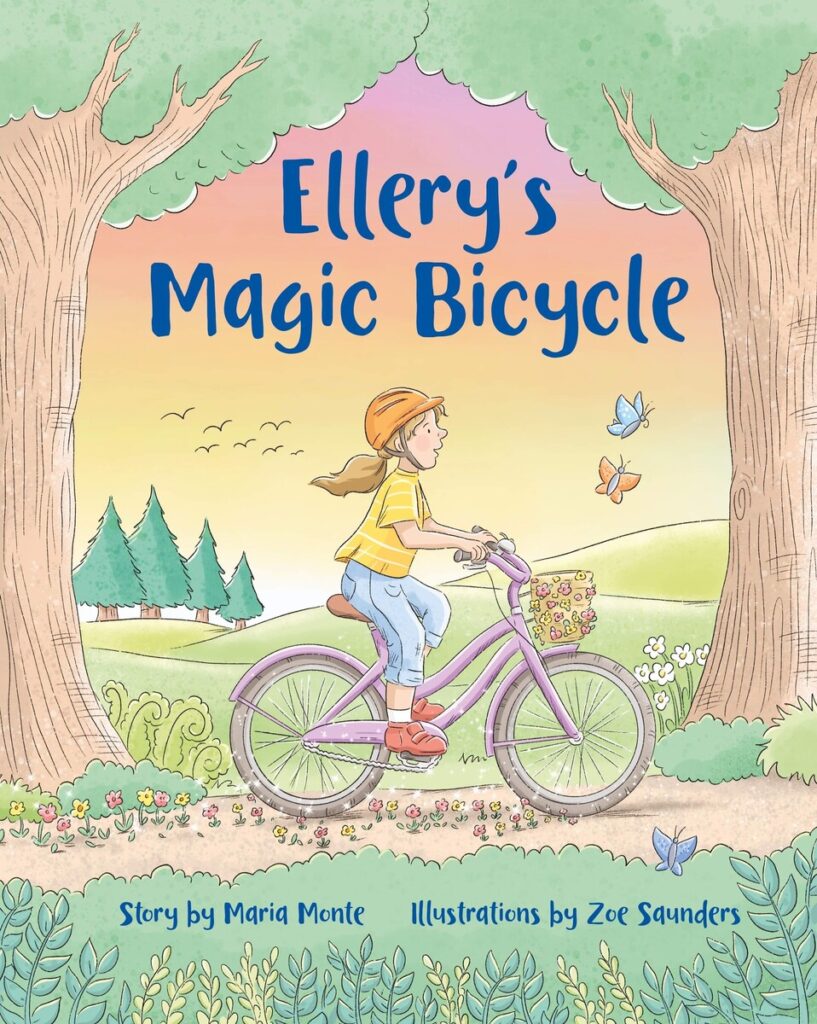
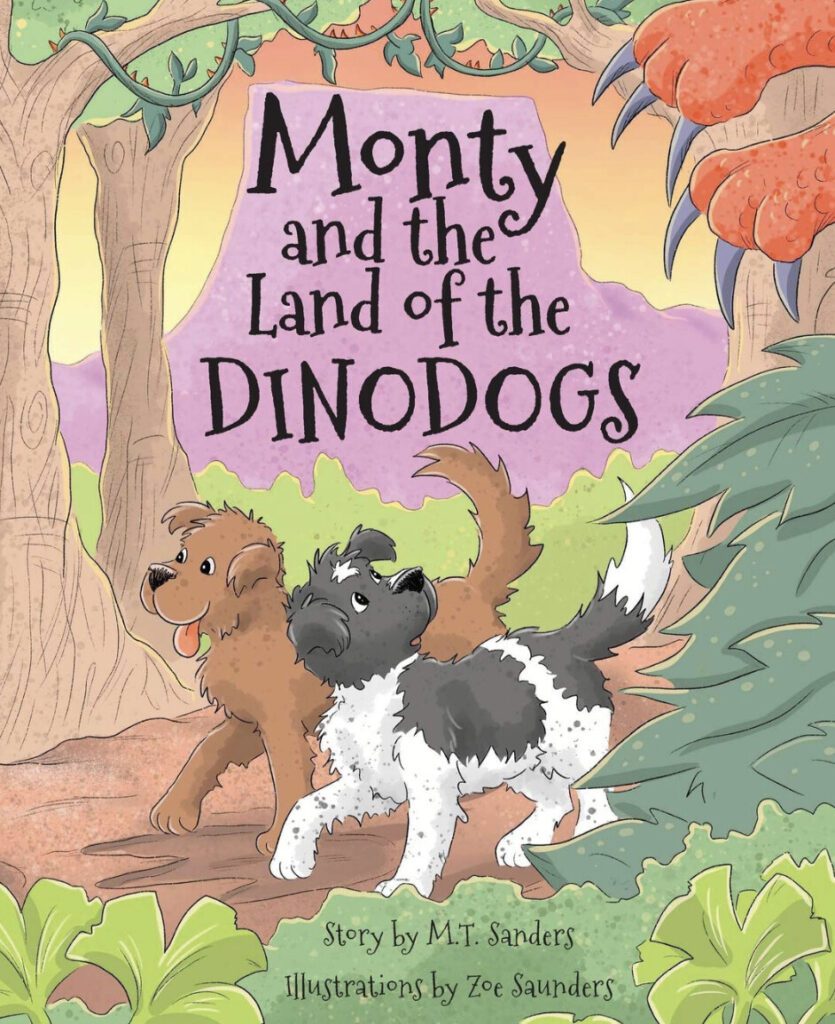
4. Zoe Saunders
Zoe Saunders, based in Cheshire, UK, is a dedicated children’s book illustrator known for her sweet and whimsical creations that exude a timeless charm. Zoe’s love for artistry is evident in her sketches, paintings, and endearing character designs. Particularly drawn to animals, both real and magical, her illustrations often feature intricate details of nature and foliage. Zoe’s expertise lies in both pen and watercolor, as well as digital mediums, ensuring her works carry a whimsical and traditional feel. With a portfolio that spans across various projects, including business logos and private commissions, Zoe’s primary passion remains in illustrating children’s books, ensuring each piece resonates with the author’s vision and captivates young readers.

5. Claudie C.Bergeron
Claudie C. Bergeron is an award-winning illustrator with over seven years of expertise, primarily focusing on children’s books. Currently based in the UK but originally from Quebec, Canada, Claudie is fluent in both English and French, making her versatile for bilingual projects. Her style is characterized by its whimsical nature, vivid colors, and realistic lighting, with a strong emphasis on storytelling. Claudie’s portfolio boasts a range of works from picture books to middle grade and young adult genres. Known for her collaborative approach, she values the author-illustrator relationship, ensuring that the author’s vision is beautifully translated into her illustrations. Her dedication to her craft is evident in the numerous accolades she has received for her work.
6. Talitha Shipman
Talitha Shipman is a seasoned author, illustrator, and designer with a primary focus on children’s literature, encompassing picture books, chapter books, and middle-grade narratives. Based in Fort Wayne, United States, Talitha’s collaborations span major publishers like Random House and Little Brown. Her artwork is described by Kirkus reviews as “colorful, vibrant, and exuberant.” With over 15 years of professional experience, Talitha’s unique blend of illustration skills and graphic design knowledge positions her as a top choice for both self-publishers and traditional publishers. Her commitment to storytelling, coupled with her vibrant and whimsical art style, ensures that each project she undertakes is both visually stunning and narratively compelling.



7. YoungJu Kim
YoungJu Kim, based in Vienna, VA, is a distinguished digital artist and children’s book illustrator. Her illustrations span across children’s picture books, book covers, and anthologies. YoungJu’s commitment to her craft is evident in her whimsical images that capture the essence of each story. She has been recognized and featured by notable institutions and publications such as the Grain Valley Publishing, Dasoham Publishing, COEX Winter Festival, Applied Arts magazine, and the Society of Children’s Book Writers and Illustrators (SCBWI) Southern Breeze. With collaborations extending to Gelsinger Licensing Group, her licensed images have graced products in major retailers like Walmart and Target. YoungJu’s blend of artistry and professionalism makes her a top choice for enchanting children’s book illustrations.

8. Claudia Gadotti
Claudia Gadotti, an illustrator based in Auckland, New Zealand, possesses a deep passion for children’s books and cover illustrations. With over two decades of experience, Claudia’s artistry is evident in her captivating and imaginative illustrations. She holds a degree in Fine Arts, majoring in Illustration, from the prestigious Academy of Art in San Francisco. Her accolades include the Moonbeams 2022 Children’s Book Award and the Wilbur Award for nonfiction children’s books. Claudia’s work is a blend of creativity and collaboration, ensuring that each project is a true reflection of the author’s vision. Her dedication to her craft and her ability to breathe life into characters make her an ideal choice for those seeking enchanting illustrations.
In this enchanting universe, children’s book illustrators are the true magicians, turning pages into portals of wonder and delight. As we end this whimsical journey, let’s cherish their gift of painting stories that resonate in young hearts, leaving imprints of joy and imagination for generations.